Bavure de poinçonnage - Erreurs et variétés
Afin de créer les flans, de longues bandes de métal se déroulent et atteignent l'équipement de poinçonnage. Les poinçons sont alignés, la plus part du temps, en plusieurs rangées et font la largeur de la lame à perforer. Ils peuvent produire des milliers de flans à la minute avec une pression d'environ 60 tonnes à chaque frappe à l'atelier de la Monnaie royal canadienne. Le poinçonnage des bandes de métal, en plus de créer les flans, laisse au passage des trous dans les bandes de métal.
Tout comme les coins de travail, les outils en métal, incluant le poinçon mâle et la matrice femelle, utilisés lors du poinçonnage s'usent. Lorsque la bordure du poinçon mâle se brise, la coupure ne sera plus franche et le métal sera déchiré à cet endroit. Il va en résulter une bavure sur le flan.
Lorsque les flans avec bavure arrivent à l'étape de cordonnage, la bavure va se replier sur le champ du flan. Puis, lors de l'étape de la frappe, la bavure sera également frappée, prendra sa place et laissera souvent une mince ligne (comme une coupe) sur le listel et le champ.
Il arrive que de petites bavures (assez minimes) soient dues à la poussée par le bras d'alimentation (coup de contact) ou de l'équipement à cordonner et non pas dues à l'équipement utilisé pour le poinçonnage des flans. Également, lorsqu'un coin utilisé lors de la frappe est brisé, il s'agit d'un autre type d'erreur, soit le coin brisé. Lorsqu'il y a bavure, le métal est toujours attaché à la tranche et au bord du listel.
Valeur des bavures de poinçonnage
Ce type d'erreur peu connu n'ajoute que TRÈS rarement une valeur supplémentaire à une pièce.
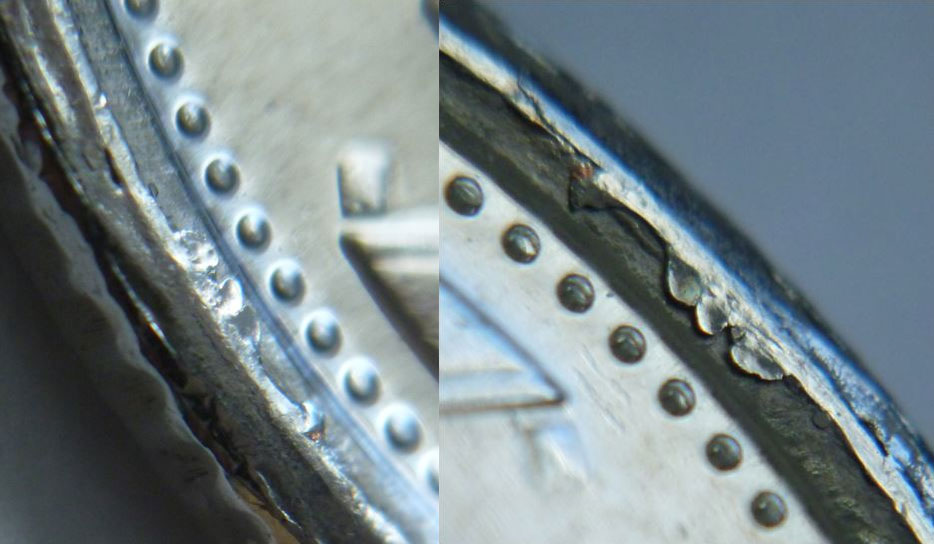
Plus d'exemples de bavure de poinçonnage
À consulter également
Terme anglophone : Blanking burr