Bonjour
Les explications qui vont suivre vont probablement vous sembler assez arides par bout et un peu longue.
Ces défauts peuvent avoir des noms comme "Frappe faible" #20, "Défaut de flan" #27 (mauvais recuit), augmentation de la dureté du métal lors du premier contact avec le flan.
Moi je ne leur ai pas encore donné un nom en référence et vous devriez comprendre pourquoi par ces explications, j'espère.
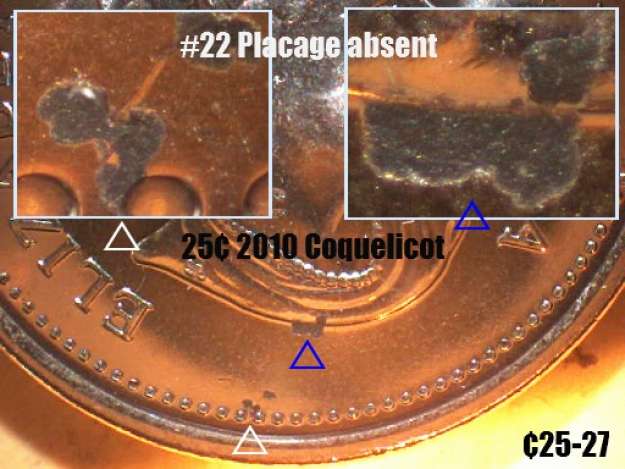
La confirmation pour moi de l'explication que je vous donne, provient de la granulométrie de la surface du placage du flan après la frappe.
Avant qu'un flan soit frappé, le placage c'est comme du chrome qui n'a aucun grain visible au microscope 50X manuel dans mon cas ou QX5.
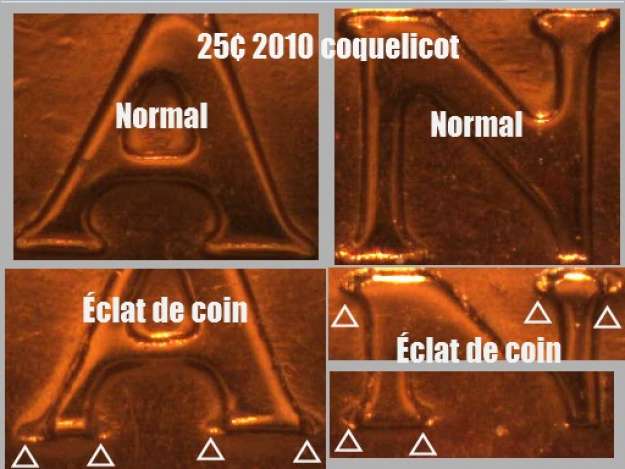
Lorsque la surface du flan est frappée par le coin, le fini luisant se dissèque de façon microscopique à sa surface et que vous voyez sur les photos.
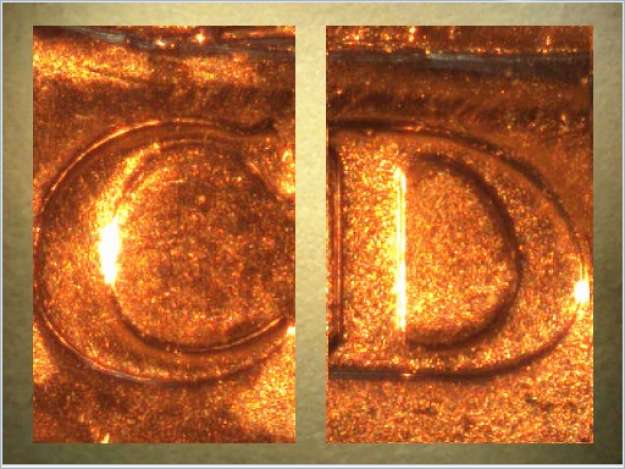
Je commence avec cette photo qui montre ces grains sur une frappe qui a bien atteint toutes les surfaces intérieures du "C" ou du "D".
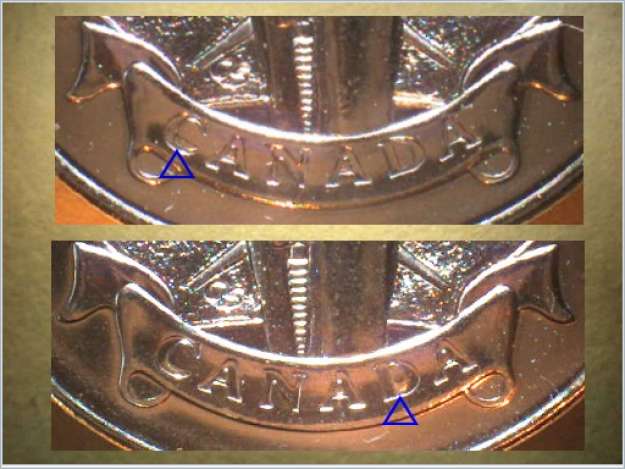
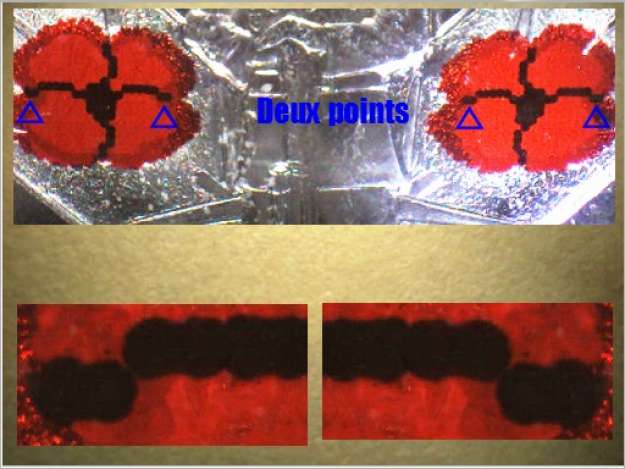
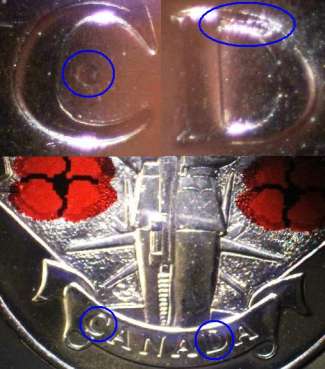
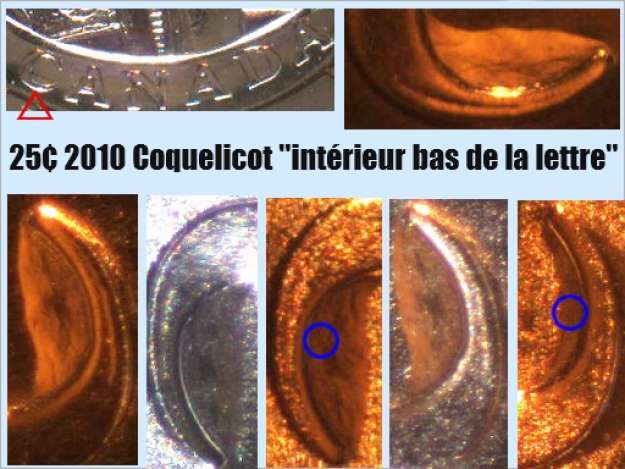
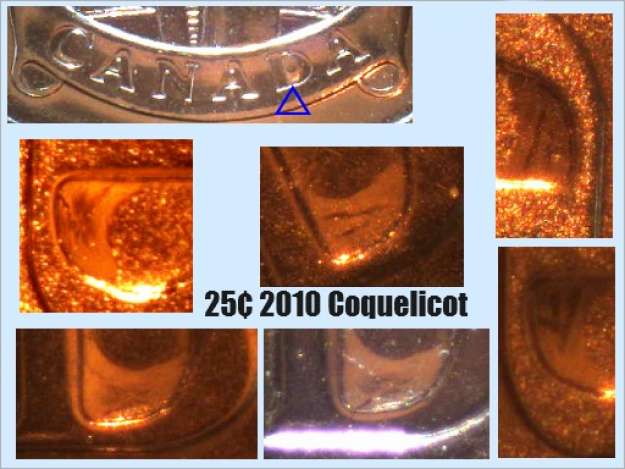
Sur les deux photos suivantes on voit les parties qui ne sont jamais venus en contact avec la surface du coin aux endroits sans grain sur les photos. J'ai mit dans celle du "C", deux ronds bleu pour que vous puissiez voir que d'une pièce à une autre il y a des différences dans l'étendu de la partie qui n'est pas venue en contact avec le coin. Je n'ai pas fait la même chose pour le "D", mais c'est aussi le cas pour l'étendu.
Maintenant comment ceci a pu se produire. Et là je tombe dans la métallurgie, mais il le faut pour la compréhension.
Pour comprendre la dureté du métal, c'est comme frapper sur un clou à plat sur une enclume, qui se nomme
"écrouissage" *. Plus on frappe sur le clou, plus le métal se foule et devient dure. Ce qui fait augmenter le degré de dureté.
* = WikipédiA; L'écrouissage se caractérise par une augmentation de la limite
d'élasticité et de la dureté.Les flans sont poinçonnés dans des feuilles de métal que l'on nomme lames. À ce moment ils reçoivent leur premier coup de pression (la dureté augmente). Par après ils passent à l'étape du cordonnage et reçoivent un deuxième coup de pression (la dureté augmente encore).
C'est pourquoi les flans après ces étapes sont "recuits" pour enlever ces degrés de dureté accumulés avant la frappe. Comme je le dis souvent, "pour en faire de la pâte à modeler"

Dans le cas de ce nouveau dessin dans la bannière, c'est le dessus de la lettre qui frappe le flan en premier (écrouissage- dureté). Au premier contact le métal s'affaisse puis fait tasser le métal de côté (voir dessin).
Je joins ce dessin pour montrer le résultat.
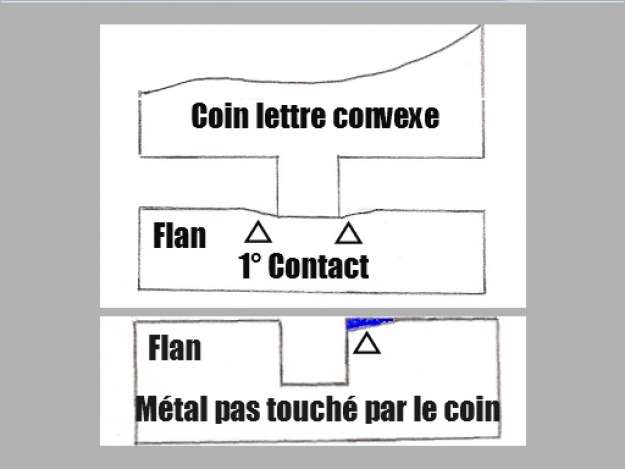
La partie en bleu c'est le métal qui n'a pas remonté et n'a pas eu de contact avec la surface de la bannière à la fin de la frappe pour le "C" et le "D".
C'est l'effet contraire d'une lettre concave sur un coin ou le métal n'a pas eu d'impact (écrouissage) et entre dans la lettre pour la remplir (dessin dans un message précédent).
Différentes causes peuvent influencer ce défaut soit
le recuit des flans qui a souvent l'apparence d'une frappe faible,
frappe faible ou
la dureté du métal à cet endroit du à l'impact et c'est
cette dernière que je retiens.J'ai 9/240 pièces avec le "C" et 17/240 avec le "D" qui ont ce défaut. J'aimerais bien savoir si vous en avez trouvé aussi. Pour moi ce message complète le tour de mes 240 pièces.
Si quelqu'un a une autre explication, ce serait super intéressant de la connaître.
Quant à moi je crois à ce que j'ai écrit et je la classe sans nom pour le moment.
Voilà et ceci fait partie aussi de mes défauts (étude en métallurgie), dont j'ai encore un peu de souvenance